六角法蘭面螺母采用35K盤條經退火拉絲后冷鐓而成。冷鐓工序檢驗時,發現在冷鐓過程中大量螺母的法蘭面有開裂現象。
試驗過程與結果
故障螺母開裂均發生在法蘭面處,單個螺母的裂口數量不一,最多達3條
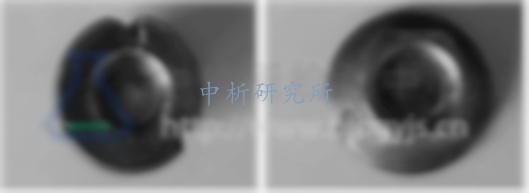
圖1 開裂螺母形貌 圖2 開裂螺母形貌
采用光譜法對開裂螺母進行化學成分分析,分析結果,化學成分符合《JIS G3507-1-2005》標準35K材料的要求。
裂紋附近表面和裂紋開口處金相檢查
對開裂螺母裂紋附近表面和裂紋開口處切取試樣,制成金相試樣經4%硝酸酒精溶液浸蝕后進行觀察。
螺母開裂裂紋由六方面表面向螺母中心區域擴展,裂紋附近表層組織發現有較嚴重的脫碳,全脫碳層深度為0.20mm,總脫碳層深度為0.30mm
而在裂紋開口位置的表層組織也有脫碳;在螺母裂紋開口處的起源位置,可以觀察到一個大尺寸鐵素體晶粒
對開裂螺母使用的原材料進行金相檢查,開裂螺母使用的原材料,為經拉絲后經退火的原材料,原材料表面有嚴重脫碳,在脫碳層的金相組織中也可以觀察到有許多大尺寸晶粒存在
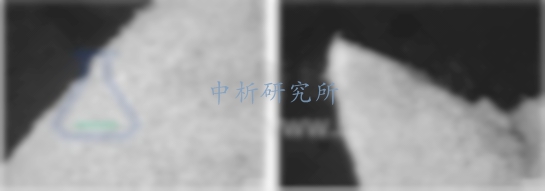
圖3 裂紋附近表層脫碳組織
分析與討論
該螺母冷鐓變形量大,因此,要求螺母的原材料表面質量和強度必須滿足螺母冷鐓變形要求。如果螺母的原材料表面質量和強度,達不到螺母的冷鐓變形要求,則在冷鐓過程中螺母就會產生開裂。
螺母原材料直徑為14mm,經拉絲后退火,由于線材退火工藝不當,在退火過程中造成脫碳,金相檢查時反映出線材表面顯微組織有嚴重脫碳現象。
對開裂螺母裂紋附近表面和裂紋開口處金相組織進行檢查,發現裂紋由六方表面向螺母中心區域擴展,并有分叉現象,而在裂紋開口位置和裂紋附近表層組織中均發現表面層有較嚴重的脫碳,全脫碳層深度為0.20mm,總脫碳層深度為0.30mm。
參照《JIS G 3507-1:2005》標準要求,直徑14mm冷鐓鋼原材料的的總脫碳深度不允許超過0.15mm,全脫碳層深度不允許超過0.20mm。
法蘭面螺母的冷鐓開裂均發生在法蘭面處,越靠近法蘭面外沿,裂紋的開口越大,說明裂紋起源于法蘭面的最外沿處,并逐步向螺母中心區域擴展,最終形成開口型裂紋。
由于采用的原材料表面有嚴重的脫碳層,脫碳層中有粗大的鐵素體晶粒,使材料表層的強度降低,在冷鐓變形時,法蘭外沿處材料在充滿模具前受到三向應力作用,即內部材料向外延展產生的擠壓力,法蘭外沿處的材料在延展時受到很大的切向應力作用。當材料變形達到極限時,大尺寸鐵素體晶粒處強度較低易優先發生裂紋,變形過程中于法蘭面的外沿處裂紋擴展而撕裂開口。
六角法蘭面螺母冷鐓時法蘭面變形較大,螺母的原材料表面脫碳超標以及表層大尺寸鐵素體晶粒的存在,導致六角法蘭面螺母冷鐓時,在變形較大的法蘭面開裂。
結論與啟示
(1)由于螺母的原材料表面脫碳超標以及表層大尺寸鐵素體晶粒的存在,六角法蘭面螺母冷鐓時法蘭面變形較大,導致六角法蘭面螺母冷鐓時變形較大的法蘭面開裂。
(2)原材料拉絲后退火時,要掌握好退火工藝,退火操作過程一定要嚴格執行工藝,防止產生脫碳。
(3)建議原材料拉絲退火后增加金相脫碳檢查。
CMA認證
檢驗檢測機構資質認定證書
證書編號:241520345370
有效期至:2030年4月15日
CNAS認可
實驗室認可證書
證書編號:CNAS L22006
有效期至:2030年12月1日
ISO認證
質量管理體系認證證書
證書編號:ISO9001-2024001
有效期至:2027年12月31日
















 掃一掃,更多精彩
掃一掃,更多精彩




