疲勞裂紋擴展及其檢測技術研究
引言
疲勞裂紋擴展是材料在交變載荷作用下,微小缺陷逐漸發展成宏觀裂紋并最終導致結構失效的過程。這一現象廣泛存在于航空航天、橋梁、壓力容器等工程領域,是結構安全性和壽命評估的核心問題。檢測疲勞裂紋的早期萌生和擴展行為,對于預防災難性事故、優化維護策略具有重要意義。本文重點探討疲勞裂紋擴展的關鍵檢測項目及其技術方法。
一、疲勞裂紋擴展的機理與影響因素
-
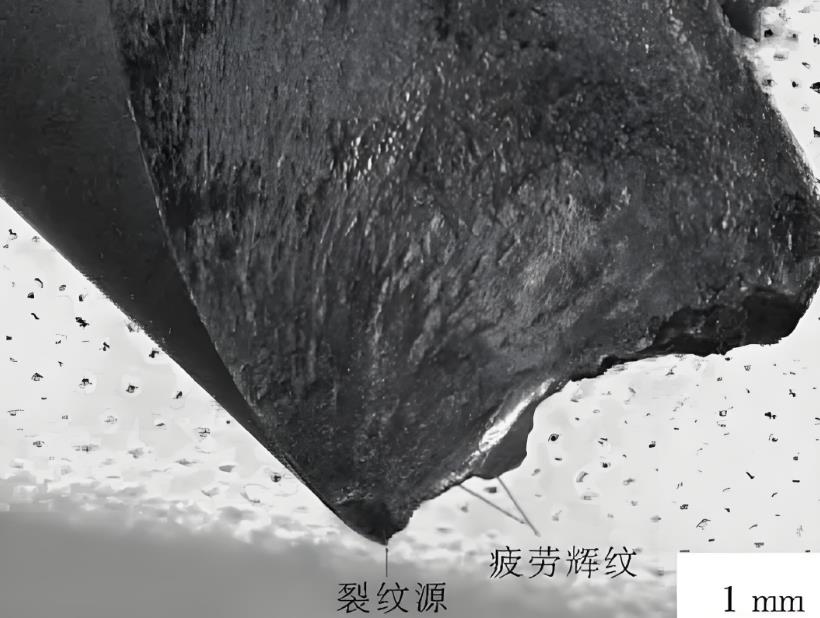
擴展機理 疲勞裂紋擴展可分為三個階段:
- 萌生階段:材料表面或內部缺陷在循環應力下形成微裂紋。
- 穩態擴展階段:裂紋沿最大主應力方向穩定增長(Paris公式描述:da/dN = C(ΔK)^m)。
- 快速斷裂階段:裂紋達到臨界尺寸后發生失穩擴展。
-
主要影響因素
- 材料特性:晶體結構、韌性、微觀缺陷分布。
- 載荷條件:應力幅值、頻率、載荷譜類型(如恒幅或隨機載荷)。
- 環境因素:溫度、腐蝕介質、濕度。
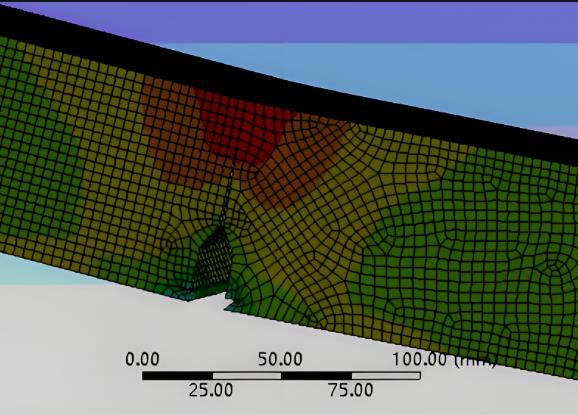
- 幾何因素:應力集中系數、裂紋尖端塑性區尺寸。
二、疲勞裂紋檢測的核心項目
檢測項目需覆蓋裂紋的位置、尺寸、形狀、擴展速率及殘余壽命預測。以下是關鍵技術方法:
-
目視檢測(VT)
- 原理:通過肉眼或放大鏡觀察表面裂紋。
- 適用場景:宏觀裂紋的初步篩查。
- 局限性:無法檢測內部裂紋,依賴操作者經驗。
-
滲透檢測(PT)
- 原理:利用毛細作用使熒光或著色劑滲入表面開口裂紋。
- 靈敏度:可檢測寬度≥1μm的裂紋。
- 優點:設備簡單,適用于非磁性材料。
-
磁粉檢測(MT)
- 原理:施加磁場后,裂紋處漏磁場吸附磁粉形成磁痕。
- 適用性:鐵磁性材料表面或近表面裂紋。
- 限制:不適用于非磁性材料或深層缺陷。
-
超聲波檢測(UT)
- 原理:高頻聲波在材料中傳播,遇裂紋反射形成回波信號。
- 技術進展:相控陣超聲(PAUT)可三維成像裂紋形態。
- 優勢:可檢測內部裂紋,精度達毫米級。
-
射線檢測(RT)
- 原理:X射線或γ射線穿透材料,通過膠片或數字探測器成像裂紋。
- 適用性:焊接接頭、鑄件內部缺陷檢測。
- 挑戰:輻射安全防護,設備成本較高。
-
渦流檢測(ET)
- 原理:交變磁場在導電材料中感應渦流,裂紋導致渦流畸變。
- 應用:航空發動機葉片、管道的表面裂紋檢測。
- 優點:無需耦合劑,適合高速在線檢測。
-
聲發射檢測(AE)
- 原理:實時監測裂紋擴展釋放的彈性波信號。
- 特點:動態監測裂紋活性,定位精度高。
- 難點:需排除環境噪聲干擾。
-
紅外熱像檢測(IRT)
- 原理:裂紋引起的局部應力集中導致溫度場異常。
- 技術發展:鎖相熱成像(PLT)可增強微小裂紋的檢測能力。
三、前沿檢測技術與發展趨勢
-
機器學習輔助檢測
- 利用深度學習算法(如卷積神經網絡)分析超聲或射線圖像,提高裂紋識別準確率。
- 案例:航空復合材料中微裂紋的自動分類與尺寸預測。
-
光纖傳感技術
- 分布式光纖傳感器(如FBG)嵌入結構內部,實時監測應變場變化和裂紋萌生位置。
-
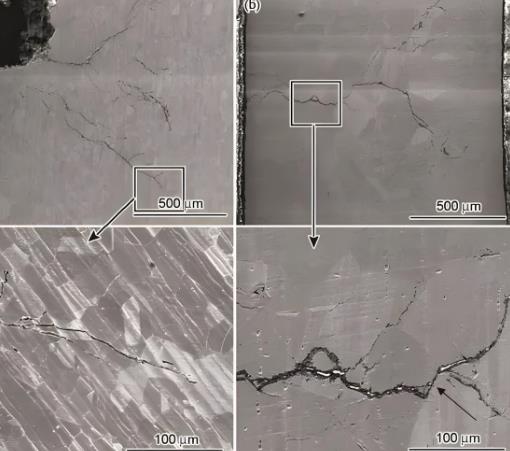
微納尺度檢測技術
- 掃描電子顯微鏡(SEM)與數字圖像相關法(DIC)結合,研究微米級裂紋擴展行為。
-
在線監測系統
- 集成多傳感器(如AE+UT+IRT),實現疲勞試驗過程中的全生命周期監測。
四、檢測項目的標準化與規范
-
國際標準
- ASTM E647:疲勞裂紋擴展速率測試標準。
- ISO 12108:金屬材料疲勞裂紋擴展門檻值測定。
-
國內標準
- GB/T 6398:金屬材料疲勞裂紋擴展速率試驗方法。
- HB 7681:航空材料損傷容限設計要求。
五、挑戰與展望
-
當前挑戰
- 復雜幾何結構中裂紋的三維重構困難。
- 微小裂紋(<0.1mm)的早期識別仍存在技術瓶頸。
-
未來方向
- 多物理場耦合檢測技術(如電磁-超聲聯合檢測)。
- 數字孿生技術實現結構健康狀態的動態預測。
結論
疲勞裂紋擴展檢測是保障工程結構安全的核心環節。隨著智能傳感、人工智能和納米技術的進步,檢測技術正朝著高精度、自動化、實時化方向發展。未來需進一步突破微尺度檢測限制,并推動檢測標準與工程實踐的深度融合。
注:實際應用中需根據材料類型、結構復雜度及經濟性要求,選擇適合的檢測方法組合。
分享
CMA認證
檢驗檢測機構資質認定證書
證書編號:241520345370
有效期至:2030年4月15日
CNAS認可
實驗室認可證書
證書編號:CNAS L22006
有效期至:2030年12月1日
ISO認證
質量管理體系認證證書
證書編號:ISO9001-2024001
有效期至:2027年12月31日















 掃一掃,更多精彩
掃一掃,更多精彩




